ممکن است عیوب و مشکلات متعددی در روند ریخته گری دقیق فولاد به وجود آید که ” عیب انقباض ” (Shrinkage) شاید در این بین بزرگترینشان باشد. در مراحل ابتدایی ریخته گری می توان انقباض کلی قطعه را مشاهده کرد، اما انقباض جزئی تنها پس از اسیدشویی و پسیو کردن (pickling & passivation) قابل مشاهده است (در ابتدا، رنگ آن سبز است و پس از مدتی زرد می شود). این نقایص سطحی با چشم غیر مسلح قابل مشاهده نیستند.
علت اصلی انقباض ریخته گری، کیفیت پایین مذاب فولاد است. با این حال، روش های زیادی برای حل این مشکل می توان یافت که به ساختار ریخته گری بستگی دارد. دلیل امر این است که رفع این عیب در هر روش از روش دیگر متمایز است.
علل انقباض مذاب کم کیفیت فولاد در ریخته گری دقیق به شرح زیر است:
- تعداد، اندازه و محل راهگاه ها
- سیستم راهگاهی
- ساختار ریخته گری (عمدتا از نظر اختلاف ضخامت دیواره ها)
- دما و سرعت ریخته گری
- سرد شدن پوسته پس از پیش گرم
در میان این عوامل، موارد 1، 2 و 3 از دلایل اصلی نقص انقباض هستند. بعد از برطرف کردن این سه مورد، هیچ عیب انقباضی وجود نخواهد داشت. موارد 4 و 5 نسبت به سه مورد اول تأثیر کمتری در این نقص دارند، در حالی که حتی مورد 5 تأثیر کمتری نسبت به مورد 4 دارد. البته اگر نظارت کافی بر روی فعالیت ریخته گران وجود نداشته باشد، اقدامات آنها در حین فرایند تولید نیز می تواند باعث ایجاد این عیب گردد. حال بیایید پنج مورد فوق را به منظور کاهش یا از بین بردن عیب انقباض در ریخته گری فولاد بررسی کنیم:
1. تأثیر راهگاه ورودی در عیب انقباض
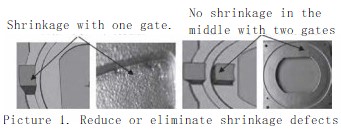
وقتی یک صفحه نازک بین دو صفحه ضخیم وجود دارد و این سه سطح در یک صفحه واقع نیستند، می توان دو ورودی راهگاه را روی دو صفحه ضخیم قرار داد تا سبب افزایش سرعت فولاد مذاب شود. اگر فقط یک ورودی قرار داده شود، در تقاطع صفحه ضخیم و نازک عیب انقباض رخ میدهد. با این حال، اگر مشتری رضایت دهد تا صفحه نازک ضخیم تر شود دیگر نیازی به دو راهگاه نخواهد بود و همانطور که در شکل 1 پیداست تنها یک ورودی مورد نیاز خواهد بود.
شیار حلقوی میانی فقط 2 میلی متر ضخامت دارد در حالی که ضخامت هر دو طرف 10 میلی متر است. هنگامی که برای بار اول تنها یک راهگاه وجود داشت، 91٪ نقص در بالای حلقه رخ داده و منجر به ایجاد ناهمواری شده است. این انقباض زمانی که بار دوم از دو ورودی استفاده شد، به طور قابل توجهی کاهش یافت و نرخ انباض محصول مورد نظر به 94٪ رسید و 6٪ باقیمانده فقط مقداری انقباض جزئی داشتند.
2. تأثیر سیستم ورودی در عیب انقباض
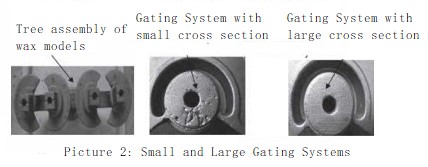
هنگامی که تمایز بسیاری بین ضخامت مقطع ورودی راهگاه و ضخامت قطعه ریخته گری دقیق وجود نداشته باشد، می توان از سیستم ورودی با سطح مقطع بیشتر استفاده کرد. در مقایسه با سیستم های راهگاهی با ورودی کوچک، سیستم ورودی با سطح مقطع بزرگتر می تواند سبب کندسازی فرآیند سرد شدن قطعه شود؛ که تغذیه را همانطور که در شکل 2 نشان داده شده است، آسان می کند.
سطح مقطع در سیستم ورودی اول 30 * 30 است که سبب کاهش نرخ ورودی مذاب تا 35٪ می شود. در ادامه با استفاده از سیستم ورودی با مساحت 40 ×40 نرخ ورود مذاب به 98% رسیده و همانطور که مشاهده می کنید عیوب رفع شده اند.
3. ساختار قطعات فولادی در عیوب ناشی از انقباض
گاهی اوقات، هنگامی که ساختار قطعه فولادی پیچیده است، انقباض در فاصله دورتر از ورودی اتفاق می افتد، زیرا فولاد مذاب به اندازه کافی بین ورودی و منطقه انقباض پر نشده است. در صورت عدم رفع عیب انقباض با مواردی مانند ضخیم کردن قطعه و افزایش مقدار مذاب، برای ادامه فرآیند ریخته گری این موضوع با مشتری درمیان گذاشته می شود تا تصمیم دیگری اتخاذ گردد
همانطور که در شکل (a) مشاهده می کنید، در بخش پایینی قسمت مشکی رنگ، ضخامت دیوار متناسب با اطراف آن نیست و انقباض رخ داده است. شکل (b) زمانی را نشان می دهد که هنوز فرآیند اصلا نگشته است و عیب قابل مشاهده می باشد اما پس از آنکه فرآیند اصلاح گشت می توان در شکل (c) به وضوح دید که قطعه به کیفیت مورد نظر رسیده است.

4. اثر دمای ریخته گری بر عیوب ناشی از انقباض
ریخته گری دقیق صنعت گستر برای سال های متمادی قطعاتی از جنس فولاد ضد زنگ مانند اتصالات شیشه، یراق آلات، پمپ و پروانه، شیرآلات و غیره تجربه دارد. با توجه به تجربه ما، هنگامی که ضخامت دیواره ها متفاوت نباشد اما انقباض جزئی وجود داشته باشد، افزایش مناسب دمای ریخته گری می تواند انقباض را کاهش دهد. هنگامی که ساختار قطعه ساده و ضخامت دیواره یکنواخت باشد، دمای مذاب می تواند کم باشد، اما هنگامی که ساختار پیچیده باشد، دمای ذوب باید بالا باشد. لازم به ذکر است هر چه سرعت ذوب ریزی کندتر باشد، انقباض نیز کاهش پیدا خواهد کرد.
5. اثر خنک شدن پوسته سرامیکی در عیب انقباض
تا حد ممکن از روش های مختلفی برای خنک کردن فولاد مذاب ریخته شده تا جای ممکن استفاده می شود، سپس اختلاف دمای حاصل می شود که سبب افزایش تغذیه فولاد مذاب و کاهش عیب انقباض در ریخته گری خواهد شد.


دیدگاه خود را ارسال کنید...